 0270-23-2111
0270-23-2111 0270-23-2113
0270-23-2113
今回ご紹介する事例は、曲げ加工と段曲げ加工が連続した、通常では加工が困難な板金部品を、曲げ逃げ用の溝を追加することで、段曲げと普通の曲げを別々に曲げ加工できるようにしたVE提案事例です。
Z曲げ形状を得たい場合、通常の曲げ金型では2回曲げ加工しますが、Z高さ寸法が小さいが場合、通常の曲げ金型を使うと曲げ中心が合わなくなってしまい、2回目の曲げ加工ができなくなります。
そこで使用されるのが、段曲げ金型です。段曲げ金型を使用することで、2回の曲げ加工を同時に行うことができるので、通常の金型では気にしないといけなかった曲げ中心のズレを気にすることなく、Z曲げ加工を一発で行うことができます。
しかし通常の曲げ部分と段曲げ部分が連続して配置されていると、加工ができなくなってしまうのです。
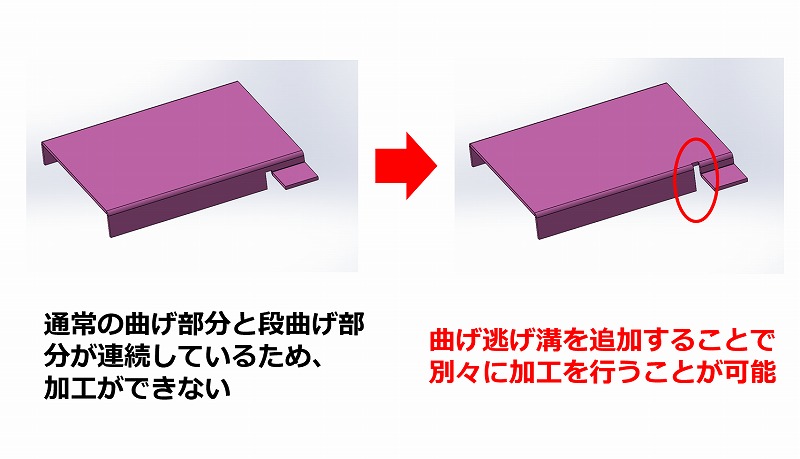
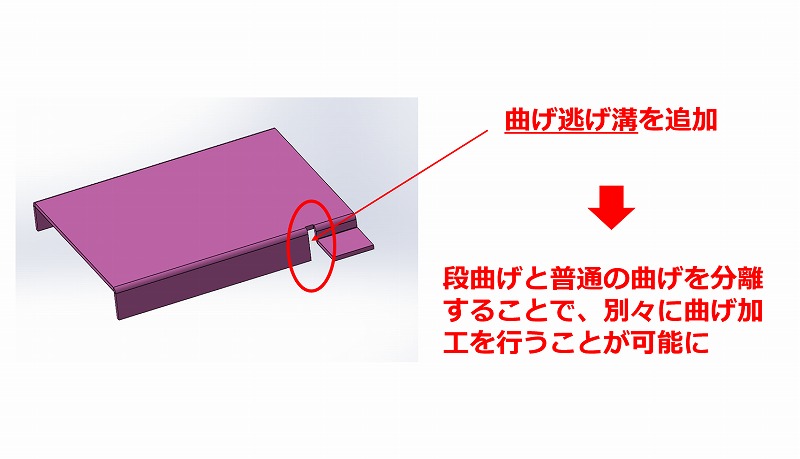
そこで筐体設計・製造.COMでは、上図のように曲げ逃げ用の溝を追加することで、段曲げと普通の曲げを別々に曲げ加工できるようにいたしました。
************************************************
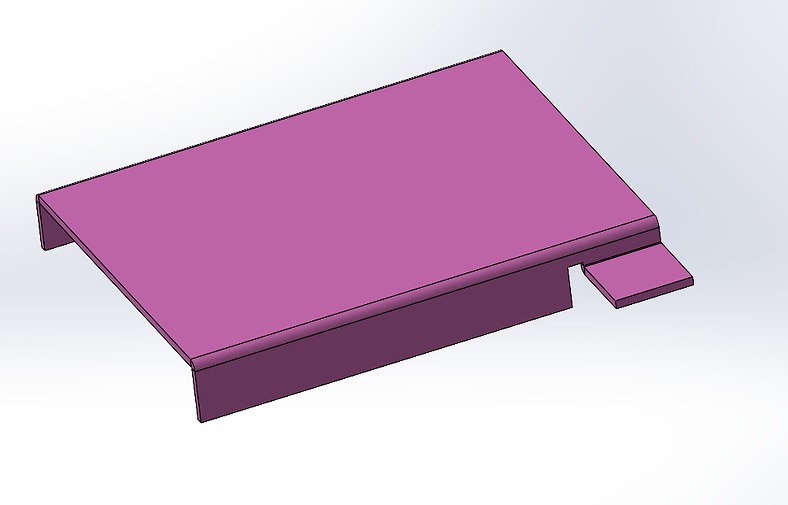
上図の右側部分のようなZ曲げ形状を得たい場合、通常の曲げ金型では2回曲げ加工します。一度全体をV字に曲げてから、裏返して、一部を加工するという流れになります。
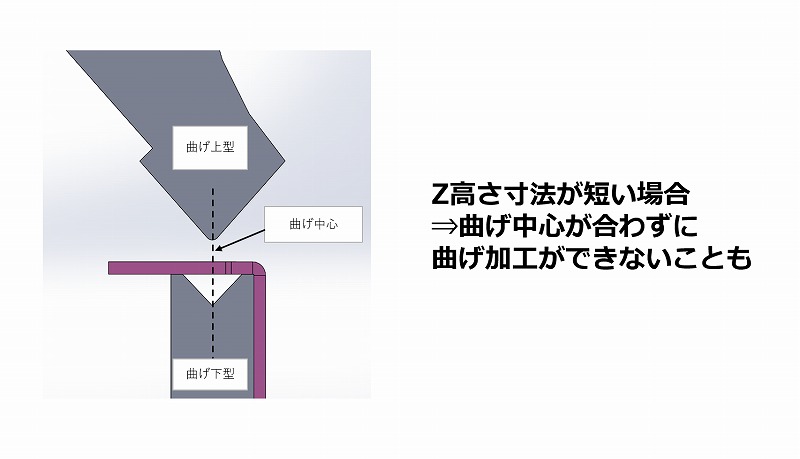
しかし上図のように、Z高さ寸法(1回目の曲げ中心と2回目の曲げ中心の距離)が小さいが場合、通常の曲げ金型を使うと曲げ中心が合わなくなってしまい、2回目の曲げ加工ができなくなってしまいます。
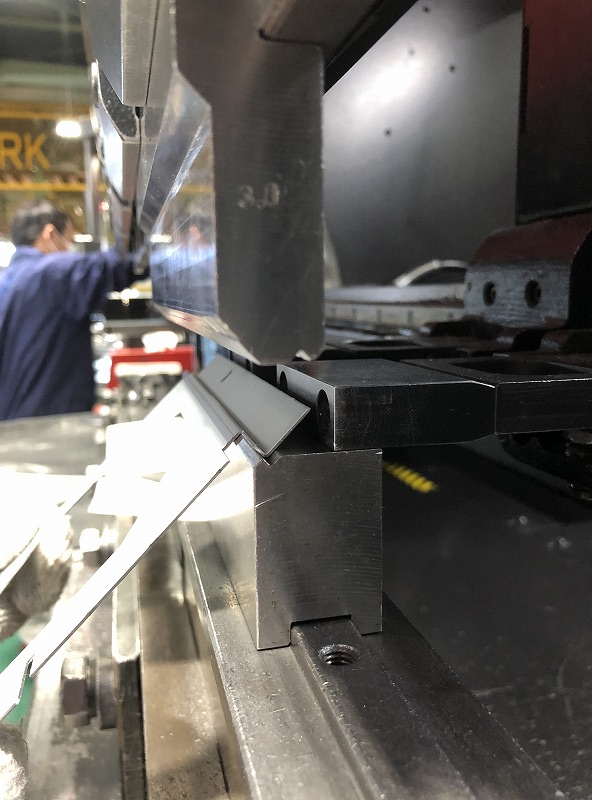
このようなときに使用されるのが、段曲げ金型と呼ばれる特殊な金型です。曲げ下型の左側部分が水平から下に傾いており、Z曲げ用の金型であることがわかるかと思います。

(段曲げ金型)

(段曲げ加工の様子。Zの字に曲がっていることがよくわかります。)
(段曲げ加工後の製品。綺麗に段曲げ加工できました!)
段曲げ加工に関しては、動画でも撮影しております。下記よりご覧ください!
このように段曲げ金型を使用することで、2回の曲げ加工を同時に行うことができるので、通常の金型では気にしないといけなかった曲げ中心のズレを気にすることなく、Z曲げ加工を一発で行うことができます。
このように便利な段曲げ金型ですが、先ほどの図のように通常の曲げ部分と段曲げ部分が連続して配置されていると、加工ができなくなってしまうのです。これは、通常の1回曲げと、2か所を同時に曲げる段曲げの曲げ加工では、加工機の設定条件が大きく異なるためです。しかしお客様からは、このような形状の板金部品が必要というご要望でした。
そこで筐体設計・製造.COMでは、下図のように曲げ逃げ用の溝を追加することをご提案いたしました。曲げ逃げ用の溝を追加することで、段曲げと普通の曲げを分離することができるため、別々に条件を設定して曲げ加工を行うことができるようになります。
通常の金型では困難で、通常の曲げ加工と段曲げ加工が連続している場合は、このように曲げ逃げ用の溝を追加することで、仕様を大きく変更することなく効率的に要求形状を得ることができます。
前回のテクニカルニュースでは、曲げ逃げスリットを追加して曲げ加工が可能にするという事例でしたが、筐体製造を検討されている多くの技術者・設計者は、詳細な製造プロセスをご存知でない場合も多く、簡単そうに見えて実はかなり難易度の高い設計をされている場合も多々あります。
しかし当社では、お客様のご要望される仕様を満たしつつ、量産過程も考慮した上で、最適な筐体設計を行うことができます。このような細かいノウハウを積み重ねていくことで、部品点数400点以上もの大型精密筐体が初めて製作できるようになるのです。
***********************************************
このように、筐体設計・製造.COMを運営する岡部工業では、お客様への日々のVE提案に加え、生産性の高い機器を積極的に活用することで、お客様のご要望に柔軟に応えて参ります。筐体の設計・製造、あるいは筐体の板金部品加工など、お困りのことがありましたら当社にお声掛け下さい。
>>製品事例はこちら
>>技術ハンドブックはこちら











