 0270-23-2111
0270-23-2111 0270-23-2113
0270-23-2113
板金筐体の製作においては、様々な曲げ加工方法があります。そのうちの1つとして、R曲げ加工があげられますが、R曲げ加工においては専用の金型の有無が問題となる場合があります。通常の場合、曲げ部にRをつけるためには、対応したR形状を持った専用の曲げ上型が必要になります。そのため、岡部工業が該当する専用R金型を保有している場合には、問題なくR曲げ加工できます。
一方、社内に対応する金型がない場合は、専用R金型を新規に作成する必要があります。しかし、試作段階でR曲げ加工が必要な場合は、以下の2点が問題となります。
・専用R金型を作成するのはコストがかかるため、試作段階での投資はしづらい
・専用R金型の作成には時間がかかるため、試作品の製作が遅れてしまう
これらの問題を解決するために、新金型を製作する代替手段として、金型投資なしで同じR形状を加工する送り曲げ加工(FR曲げ加工)を使用する場合があります。
こちらは、実際にFR曲げ加工された板金部品です。
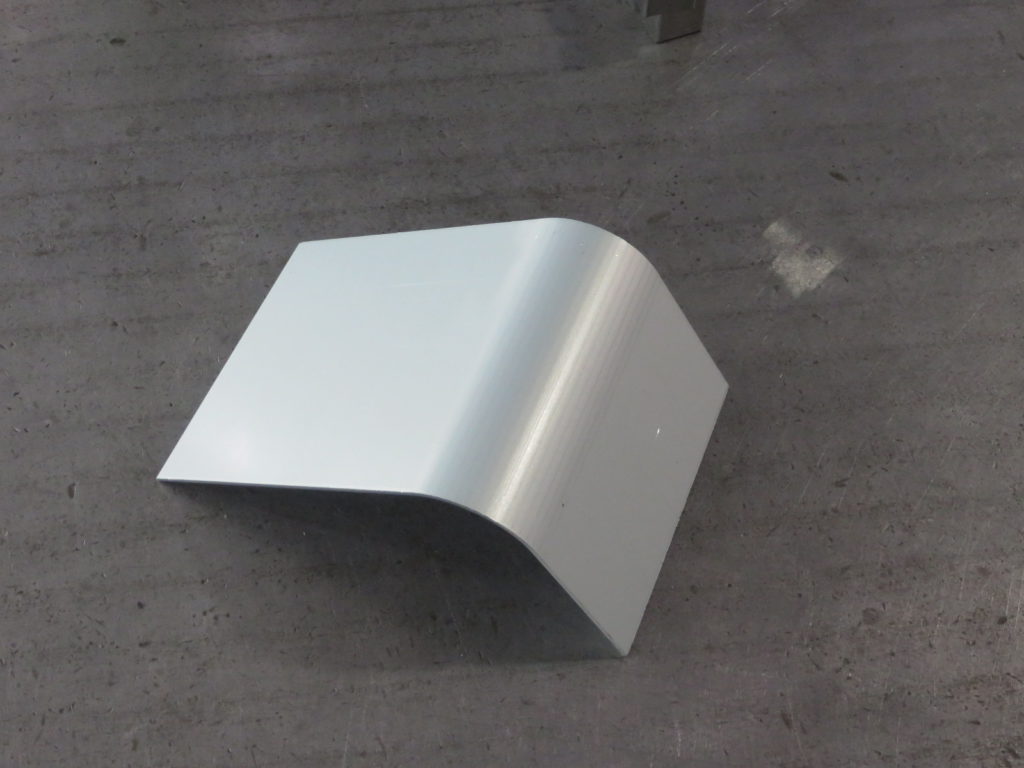
FR曲げ加工では、R金型ではなく一般の金型を用いて曲げ加工を行います。ただし、一回の曲げ加工でR曲げ加工を行うのではなく、少しずつ材料を送りながら曲げることで、大きなR形状に曲げるのがFR曲げ加工の大きな特徴です。
下記のリンク先に社内でFR曲げ加工を行った際の動画がございます。
30秒ほどの短い動画です。ぜひご覧ください。
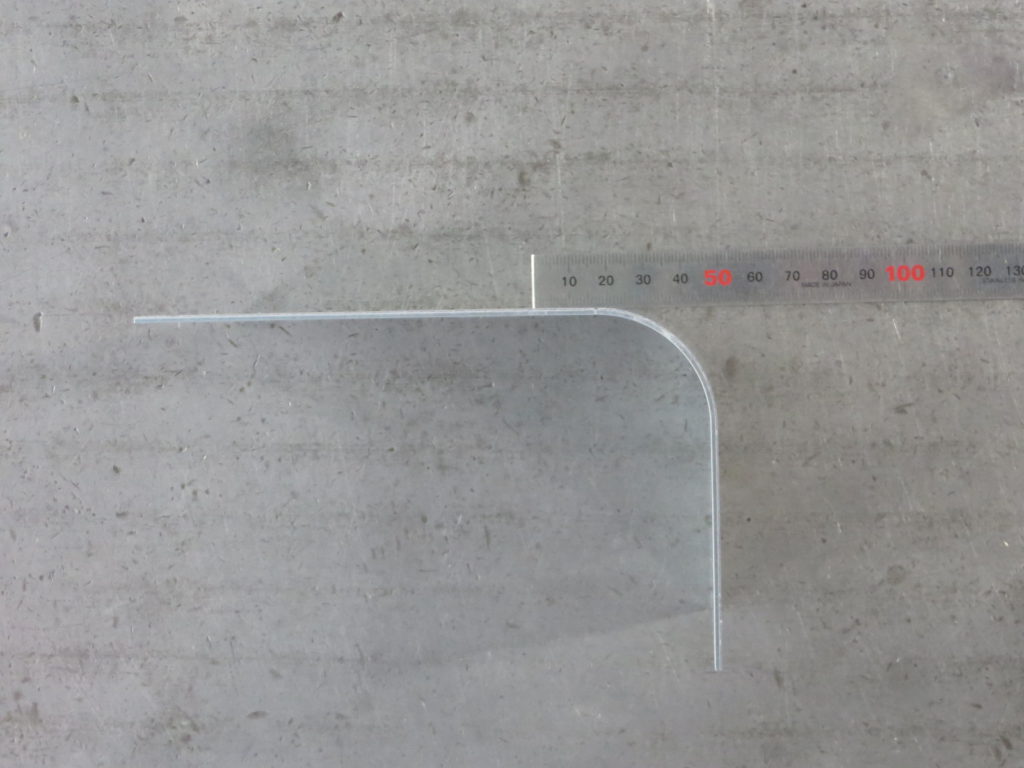
このように大きなR形状でも、金型レスで試作加工をすることができます。
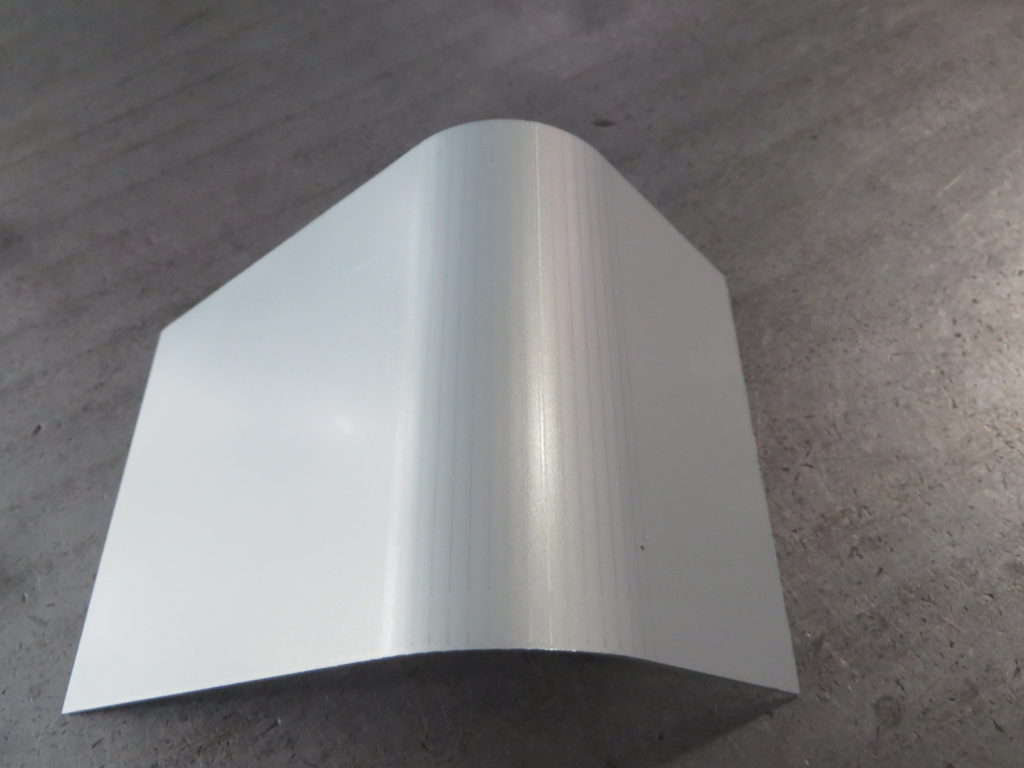
ただし、FR曲げ加工は材料を送りながら曲げる加工方法であり、R形状が大きくなる分だけ曲げ加工の回数も多くなります。そのためFR曲げ加工は、加工に時間がかかる方法であり、量産に向いた加工方法ではありません。また、R曲げ形状も正確なR形状ではなく、R形状を直線で近似した形状になっているため、形状精度が良いわけではありません。
以下の写真のように、曲げ加工を行った回数だけ加工痕が見えます。
そのため、試作段階ではFR曲げ加工で製作した製品であっても、量産時には専用のR金型の製作をお勧めしております。
************************************************
このように、筐体設計・製造.comを運営する岡部工業では、お客様への日々のVE提案に加え、生産性の高い機器を積極的に活用することで、お客様のご要望に柔軟に応えて参ります。筐体の設計・製造、あるいは筐体の板金部品加工など、お困りのことがありましたら当社にお声掛け下さい。
>>製品事例はこちら
>>技術ハンドブックはこちら











