 0270-23-2111
0270-23-2111 0270-23-2113
0270-23-2113
製品情報

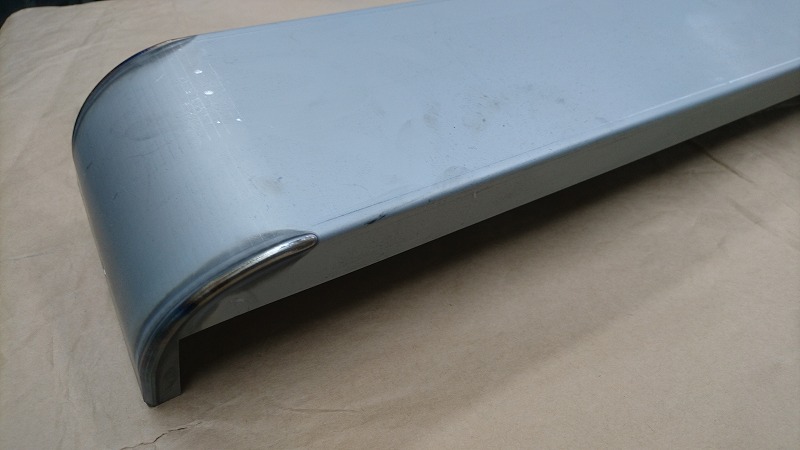
こちらは、ファイバーレーザーロボット溶接機を用いた、R形状部品の溶接事例です。この部品のR曲げは専用金型による曲げ加工ではなく、ニブリング曲げによってR形状を造形しています。そのため、曲げにバラつきが出て、溶接線に隙間が発生してしまいます。このように、部品間に隙間がある際はファイバーレーザーでは溶接が困難となります。
そこでこのR形状部品をファイバーレーザーで溶接するために、専用の冶具を作成して部品を拘束するようにしました。この専用冶具によって、二ブリング曲げによるバラつきに影響されることなく、ファイバーレーザーにて繰り返し精度が高い溶接が可能になります。
また、このようなR形状をTIG溶接で実施した場合、溶接ビードが残ってしまうため、溶接後の仕上げ作業が必要になります。しかしR形状の仕上げ作業は非常に難易度が高く、人が手動で仕上げを行うと深く削り過ぎてしまう可能性が高くなり、美しいR形状に仕上げるが出来ません。一方、ファイバーレーザー溶接を専用冶具を用いて行うことで、精度のよい溶接ができるだけでなく、仕上げレスな美しいR形状製品を安定して製作することができます。
複雑形状の溶接でお困りの方、外観の美しさと低コストの溶接を両方実現したい方は、ぜひお気軽にお問い合わせください。


























")














{kind=link}
{kind=link}
{kind=link}