 0270-23-2111
0270-23-2111 0270-23-2113
0270-23-2113
板金加工では、曲げ加工によって1枚の鋼鈑から複雑な立体形状をもつ部品を加工することが出来ます。特に曲げ加工では、上下の金型で板金を曲げて加工します。通常上型は先端が約90度の刃先をもつパンチで、v溝を持つ下型に板金を押し込んで鋼鈑が曲がることで、板金部品は加工されます。
以下のページでも解説していますので、ぜひご覧ください。
プレスブレーキとは?
一方、曲がった後の板金形状が複雑な場合、板金と曲げ金型がぶつかってしまい、曲げ加工が出来ない場合があります。
この曲げの可否については、「リターンベンドグラフ」という図を使うことで簡単に判断できます。
このグラフには、金型の実際の断面形状が記載されています。例えばコ曲げを持つ板金部品の場合、コ曲げをグラフ上で金型にぶつかることなく描くことが出来れば、曲げが汎用金型で加工できることになります。
逆に、コ曲げがグラフ上で金型にぶつかる場合は、曲げ加工ができないと判断することができます。ちなみに岡部工業では主にアマダの金型を使用しています。
あらかじめリターンベンドグラフを用いて、金型と板金部品の干渉が起こらないかを確認してから、実際に曲げ加工を汎用金型で行った例が、以下の写真です。
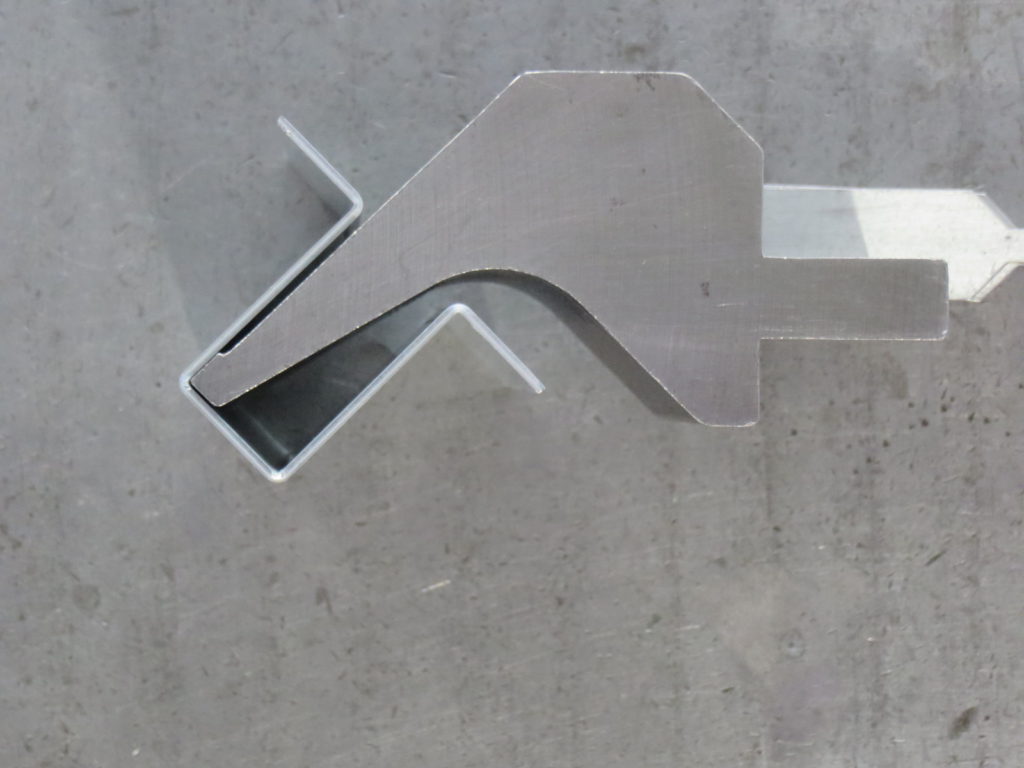
筐体・板金の設計者は、どのような金型であればどれくらいの曲げ加工が可能かをおおよそ把握していますが、金型の種類を把握していない場合や板金設計のノウハウがない場合は、板金部品と金型の干渉を起こしてしまう場合があります。そのため、複雑な板金部品の曲げ加工を行う際は、加工前にリターンベンドグラフを用いて曲げ加工の可否を判断する必要があります。
設計の段階から弊社保有の曲げ金型で加工できる形状であれば、新たに特型を製作しないで部品を加工することが出来ます。詳細は筐体設計・製造.COMにご相談ください。











