 0270-23-2111
0270-23-2111 0270-23-2113
0270-23-2113
今回ご紹介する事例は、バーリングの最小ピッチを考慮した仕様に変更することで、コスト削減につながったVE提案事例です。
***********************************************
お客様からは板金筐体製品をご依頼いただきましたが、その一部の板金部品において、バーリングの距離がやや近めの部品がございました。
バーリング加工とは、薄板に必要な強度のネジを加工するための加工方法です。薄板に凸形状の絞り加工を施し、板厚を作り出しそこにネジ加工する事で、板厚を厚くすること無くネジ山数を確保する加工方法です。
岡部工業では、主にNCT(タレパン)でバーリング加工を行っております。NCTで加工する時は、金型で板金の上下から挟み込み、絞ることで、バーリングを成形しています。下記はバーリング加工の工程をイラストで表したものです。
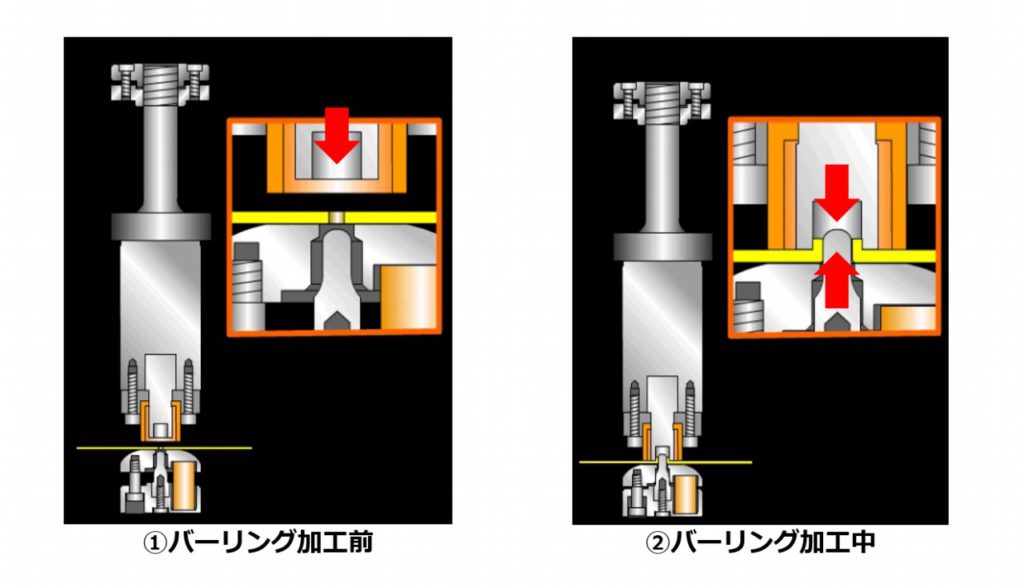
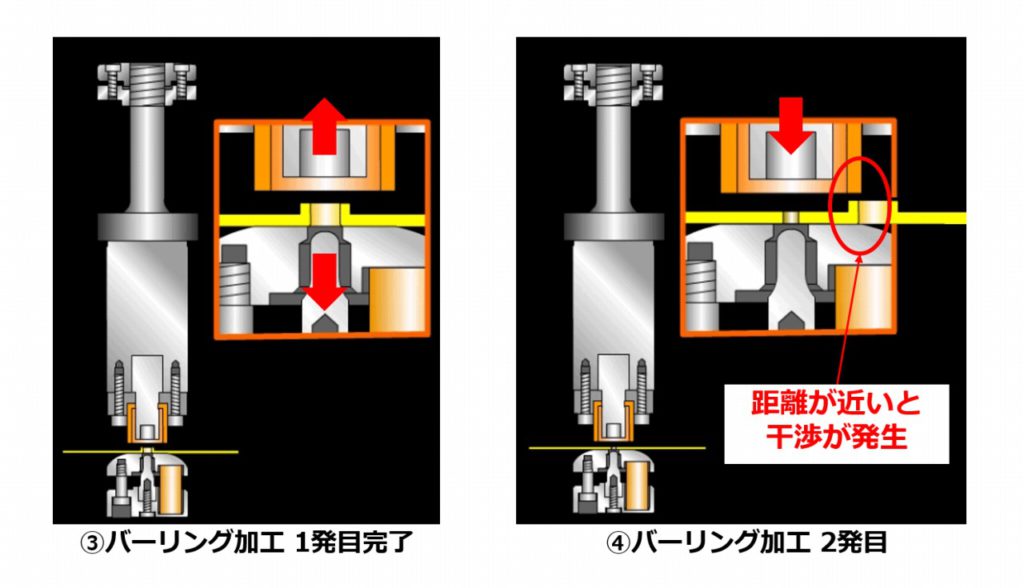
しかし④のように、バーリング同士は一定距離よりも近接して加工することができません。これは、近接した位置に他のバーリングがあると、金型で挟み込んでしまい、バーリングがつぶれてしまうためです。このため、バーリング同士は金型に潰されない程度の距離離れている必要があります。
そこで筐体設計・製造.comでは、バーリングの距離を一定距離以上に離すように仕様変更することを提案いたしました。お客様とご相談した結果、強度的にも問題ないとのことでしたので、当社の提案通りに図面の変更をいただくことになりました。岡部工業では、バーリング加工で使用している金型の最小ピッチは下記の通りです。使用しているNCTや板厚、M径によって最小ピッチは異なります。
NCT=EM2510NT(両面共)
| バーリング呼び径 | M3 | M4 | M5 |
| 最小加工ピッチ | 21 | 22 | 23 |
NCT=ACIES(バーリングが上向き・ダレ面に凸)
| バーリング呼び径 | M3 | M4 | M5 |
| 最小加工ピッチ 板厚1.0の場合 |
13 | 14 | 加工不可 |
| 最小加工ピッチ 板厚1.6の場合 |
14 | 14 | 15 |
| 最小加工ピッチ 板厚2.0の場合 |
加工不可 | 15 | 15 |
NCT=ACIES(バーリングが下向き・バリ面に凸)
| バーリング呼び径 | M3 | M4 | M5 |
| 最小加工ピッチ | 30 | 30 | 30 |
仮に、バーリングを近い距離に加工したい場合は、NCTでは後から加工する2発目のバーリングが加工できません。そのため、2発目のバーリング加工は手作業で行う必要があります。手作業でのバーリング加工では、NCTの金型に比べて板金を挟み込む範囲が狭いため、より近い距離にあるバーリングでも加工することができます。
ただし手作業での加工では、自動機であるNCTでの加工と比較すると工数が大きくなり、余計なコストがかかってしまいます。そのため、できる限りNCTで加工できるように、一定間隔以上でバーリング加工の最小ピッチを設計したほうがコストメリットが働きます。
***********************************************
筐体設計・製造.COMを運営する岡部工業では、お客様への日々のVE提案に加え、生産性の高い機器を積極的に活用することで、お客様のご要望に柔軟に応えて参ります。筐体の設計・製造、あるいは筐体の板金部品加工など、お困りのことがありましたら当社にお声掛け下さい。











