 0270-23-2111
0270-23-2111 0270-23-2113
0270-23-2113
今回ご紹介するVE事例は、筐体設計・製造.comを運営する岡部工業が保有するファイバーレーザー溶接機による、複雑な内部構造を持った筐体溶接におけるVE事例です。
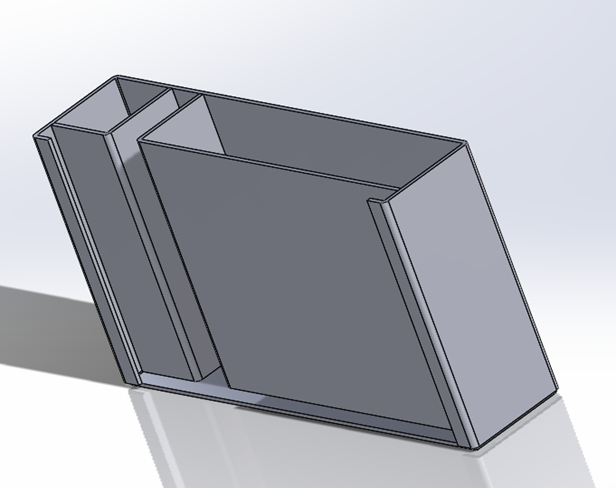
概要図
このような板金形状は通常、スポット溶接やアーク溶接によるすみ肉溶接などで溶接します。
しかし、内部構造が複雑な場合は、T継手を使用したファイバーレーザー溶接によってより効率的に製作することができます。
************************************************
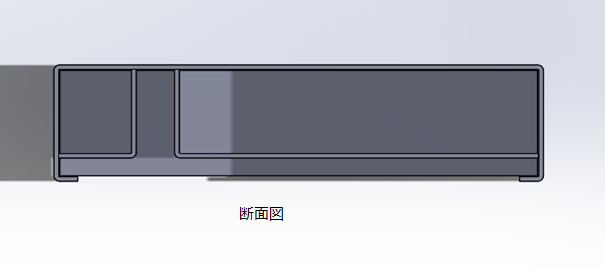
内部構造が複雑な場合、中からはアプローチが困難…
通常のT継手では、スポット溶接やアーク溶接によるすみ肉溶接などで各溶接箇所を溶接します。しかし上記のような内部構造が複雑な筐体形状の場合、T継手をするには中から溶接するようにアプローチしなければなりませんが、トーチが内部に入り込むのが困難になるため、従来は溶接方法に合わせて内部構造を変更しなければなりませんでした。
************************************************
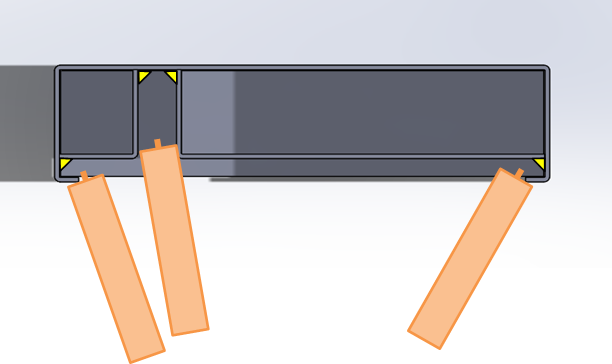
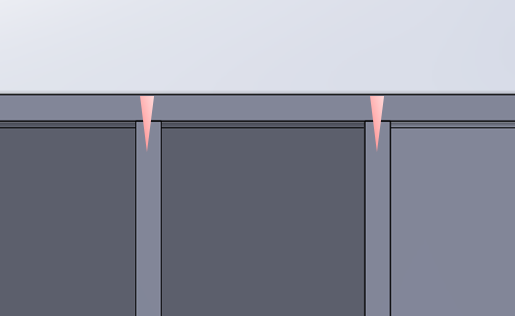
ファイバーレーザーによる外からのT継手溶接
しかし、ファイバーレーザー溶接では差し込み溶接によるT継手が可能となります。そのため、外側からトーチをあてがうことにより、内部構造に関係なく自由な向きで溶接することができます。
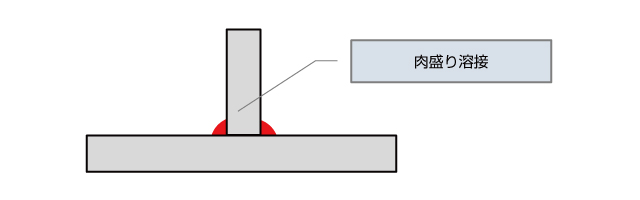
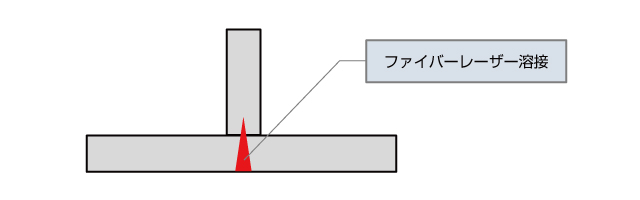
T継ぎ手の様子(上:肉盛り溶接、下:ファイバーレーザー溶接)
T継手とは、1つの板の表面に対して、もう一方の板を垂直にして端面を合わせることで、上記写真のように板同士がほぼ直角に溶接される継手のことです。外見がT字の形に見えることからT継手と呼ばれます。
ファイバーレーザーでは高いエネルギー密度による深い溶接が可能であるため、T継手が板裏面からの差し込み溶接1発で済み、タクトタイムの短縮を実現します。
***************************************
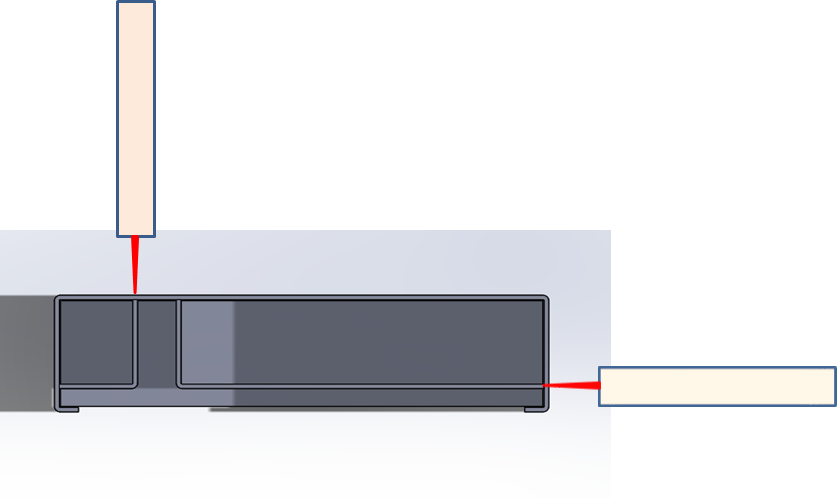
隅肉部分がなくなるため、内部に有効的なスペースを作れます!
また、ファイバーレーザー溶接によるT継手の場合は、差し込み溶接となるため溶接肉の盛り上がりがほぼ0になります。アーク溶接では溶接肉と部品の干渉を考慮する必要がありましたが、ファイバーレーザー溶接では溶接肉と部分の干渉を気にする必要はなくなります。さらに、溶接肉がなくなる分だけ内部にスペースが生じるため、内部に部品を追加することも可能になります。
***************************************
このように、筐体設計・製造.comを運営する岡部工業では、お客様への日々のVE提案に加え、生産性の高い機器を積極的に活用することで、お客様のご要望に柔軟に応えて参ります。筐体の設計・製造、あるいは筐体の板金部品加工など、お困りのことがありましたら当社にお声掛け下さい。











